About Us
The argument in favor of using filler text goes something like this: If you use real content in the Process, anytime you reach a review point you’ll end up reviewing and negotiating the content itself and not the design.
ConsultationContact Info
- Chicago 12, Melborne City, USA
- (111) 111-111-1111
- support@n2s-tech.com
- Week Days: 09.00 to 18.00 Sunday: Closed
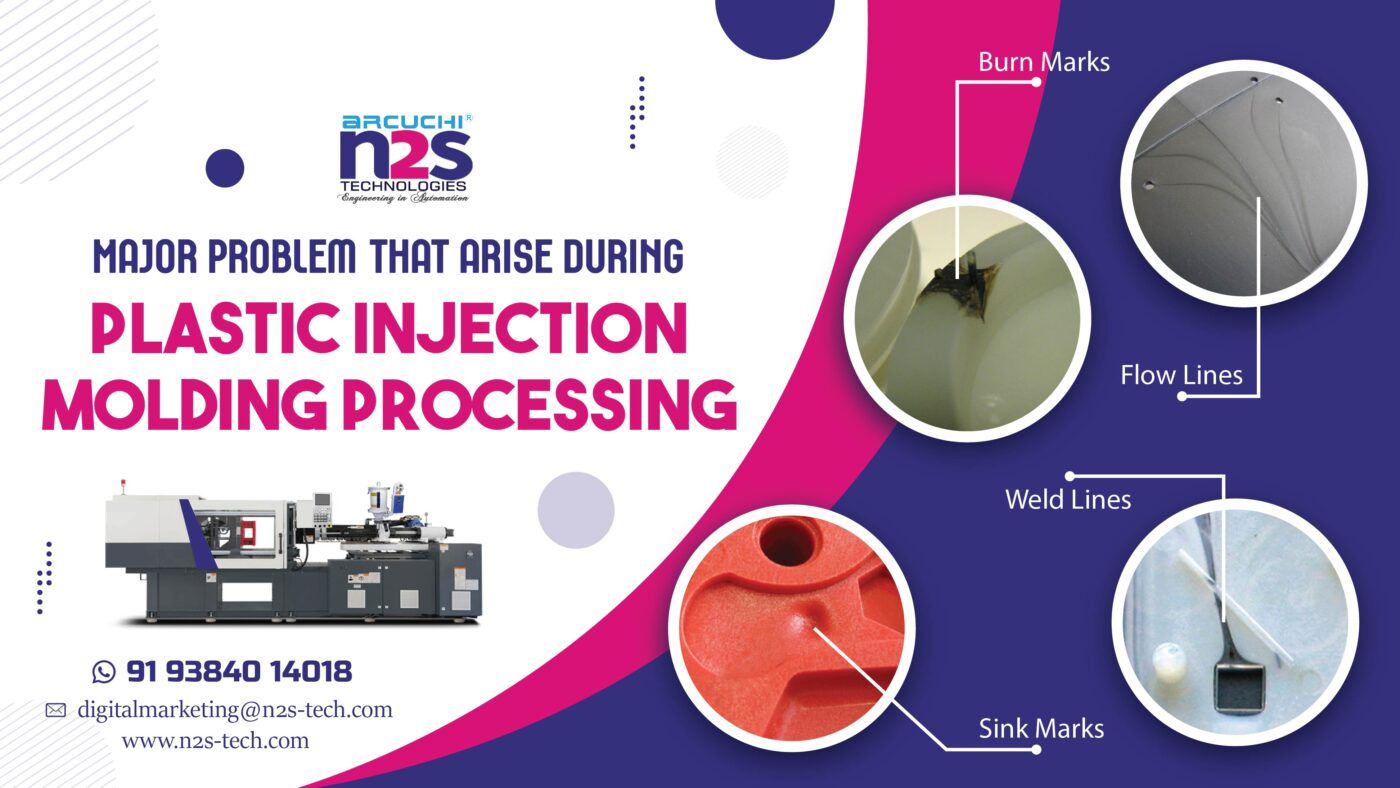
MAJOR PROBLEM THAT ARISE DURING PLASTIC INJECTION MOLDING PROCESSING
If you are reading this, you may already know about the processing of plastic injection molding machines. However, in Plastic injection molding, there are many chances to make lots of errors. These problems range from small to large, which affect your product’s quality. If these kinds of mistakes are something you need to reduce, then read on to find out the common defects that could arise during the plastic injection molding process. Get to know how what they are, and how you can head off them.
Here I have shared significant problems that may occur during the plastic injection molding process.
Flow Lines:
Flow lines are like marks or a kind of pattern that occurs on the output product. It generally happens due to the dynamic speed at which the plastic flows through the molding tool or a moderate injection speed that allows the plastic to fix at varying rates in different areas.
The most reliable solution is to withdraw these flow lines by improving plastic injection molding speed and increasing the nozzle diameter to improve flow speed.
Burn Marks:
A possible defect in injection molding is due to the high temperature at injection molding. Burn marks can be avoided by moderating the temperature. Such as decreasing the injection temperature, decreasing speed, and reducing the cycle time so that molds don’t have an opportunity to overheat.
Jetting:
In the beginning, if the molten plastic comes into contact with the mold walls, causing an increase in viscosity. As a result, it leaves behind scrape marks that make molten plastic not stick on the surface.
Weld Lines:
Weld lines are occurred due to if the molten material is cleaving off into many directions in the mold. It is the outcome of low material bonding, which reduces the total power of your molding part.
Such types of weld lines can be reduced by lowering the temperature or simply redesigning the mold to eliminate the partition.
Sink Marks:
A slight impression on the plastic surface appears on the plastic part because the inner part of the mold material has shrunk.
An efficient way to reduce by improving your holding pressure and cooling time and using a mold with thinner component walls.
(04) Comment